













Veelzijdig: 7 feiten over soldeerfittingen
Tegenwoordig maken veel processoren gebruik van persverbindingen, die snel en betrouwbaar gemaakt kunnen worden. Toch worden soldeerfittingen nog altijd breed gebruikt, met name in bijvoorbeeld voedsel-, medische gassen- of hoge druktoepassingen is het de superieure technologie. Door de soldeerfitting op de pijp te solderen met hitte of een soldeermiddel agent, wordt een pijplijn permanent gedicht.
We bieden niet alleen soldeerfittingen van hoge kwaliteit in een breed scala aan afmetingen en vormen van onze eigen fabrieken. We ondersteunen ook bij vragen over hoe solderen werkt, helpen je een geschikte soldeerder te vinden en bieden een planningsdienst.
1. Wat is capillaire soldeertechniek?
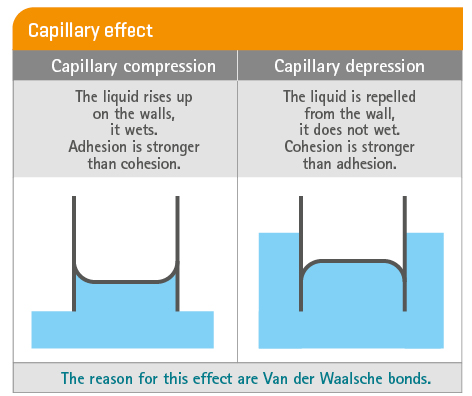
De capillaire soldeertechniek maakt gebruik van het gelijknamige effect dat bekend is uit de natuurkunde: In een capillair (=haarbuis) stijgen vloeistoffen - door adhesiekrachten (aantrekkingskrachten tussen verschillende stoffen) - tegen de zwaartekracht in totdat het evenwicht van krachten tussen
- Het gewicht van de vloeistofkolom
- De capillaire kracht die voortkomt uit de capillaire vuldruk is gevonden.
Het principe doet denken aan een spons in water. Het volgende is van toepassing: hoe smaller de capillair, hoe hoger de vloeistof kolom stijgt.
2. Toepassingsgebieden van soldeerfittingen
Capillaire soldeerfittingen bestaan uit:
- gedesoxideerde koper Cu-DHP (CW024A, min. 99.90 % CU);
- Koperlegeringen zoals messing (Cu-Zn39Pb2, Cu-Zn40Pb2);
- Brons (CC499K, CuSn5Zn5Pb2-C); en
- Vooral voor hogedruksoldeertoepassingen in het transkritische bereik, gemaakt van een koper-ijzerlegering CuFe (CuFe2P, CW107C).
Soldeerfittingen voor hard- of zachtsolderen, zoals de 5000-serie, voldoen aan EN 1254 en kunnen worden gebruikt in verwarmings-, zonne- en persluchtsystemen, maar ook (als CuFe-legering) in hogedruktoepassingen zoals koel- en vriescircuits. Deze fittingen zijn metrisch, d.w.z. dat de maat in millimeters is aangegeven.
In principe is het ook mogelijk om gesoldeerde fittingen in drinkwatertoepassingen te gebruiken, zolang de relevante certificeringen beschikbaar zijn, aangezien de materialen zijn opgenomen in de positieve lijst van de Duitse federale milieu-instantie. Volgens DVGW-werkblad GW 2 is in drinkwaterinstallaties echter alleen zachtsolderen toegestaan. Aangezien gezondheid hier extra belangrijk is, bevelen wij over het algemeen persfittingen aan die zijn gemaakt van loodvrije materialen zoals roestvrij staal of siliciumbrons CuSi.
De zachtgesoldeerde verbinding kan alleen worden gebruikt voor temperaturen tot max. 110 °C. Voor gesoldeerde verbindingen in gas-, vloeibaar gas- en olieleidingen mogen alleen hard-solderingen worden gebruikt. Aangezien in het collectorcircuit van zonnewarmte-installaties stilstand temperaturen van meer dan 110 °C kunnen optreden, moeten die hardgesoldeerd worden.

3. Soldeerfittingen voor industrie, medische gassen en meer
Door hun hoge materiaalbestendigheid zijn soldeerfittingen bestand tegen veel agressieve vloeistoffen en daarom niet alleen geschikt voor de installatie van koperen buizen in "normale" bouwdiensten, maar ook voor veel industriële eisen.
De SANHA-soldeerfittingen van de 4000- en 5000-series kunnen ook voor medische gassen gebruikt worden. De kwaliteit wordt gegarandeerd door onafhankelijke tests en certificeringen, zoals de Gütegemeinschaft Kupferrohr. De soldeerfittingen zijn geschikt voor ontvette koperen buizen volgens EN 13348 en EN 1057 en worden gekenmerkt door hun optimale corrosiebestendigheid en lage koolstofgehalte.
Doorgaans is een soldeerfitting bestand tegen een bedrijfstemperatuur van 110 °C en een druk van maximaal 40 bar. De toelaatbare bedrijfsdrukken voor koperen pijpleidingen met capillaire soldeerfittingen worden beschreven in EN 1254-1. Dit is afhankelijk van de bedrijfstemperatuur en de buitenste buisdiameter. Voor de gebruikelijke toepassingen zoals drinkwater-, gas- of verwarmingsinstallaties is deze hoeveelheid druk meer dan voldoende. SANHA capillaire soldeerfittingen kunnen echter veel hogere belasting aan. SANHA® capillaire soldeerfittingen tot d = 159 mm zijn geschikt voor gebruik in de koel- en airconditioningsector. Zoals voorgeschreven in de Europese richtlijn drukapparatuur 97/23/EG, bedraagt de bedrijfsdruk max. 45 bar bij correcte installatie en gebruik van zilverhoudende hardsoldeerlegeringen in combinatie met geschikte vloeimiddelen (zie tabel hieronder).
4. Speciaal geval van koel- en vriesleidingen in transkritische gebieden
Tegenwoordig wordt CO2 (R744) steeds meer gebruikt als koelmiddel in koel- en vriescircuits. CO2 is een klimaatgas, maar in sommige gevallen is het tot 11.000 maal minder schadelijk (volgens IPCC AR 5, op basis van 20 jaar) dan conventionele koelmiddelen (b.v. CFK's). In dit geval moeten de pijpleidingen en fittingen op lange termijn bestand zijn tegen zeer hoge bedrijfsdrukken. Voor dit doel zijn speciale hogedrukfittingen van CuFe (RefHP, serie 29000) beschikbaar. Deze soldeerfittingen kunnen worden gebruikt tot een werkdruk van 130 bar. De afmetingen van deze hogedrukfittingen zijn aangegeven in inches.
Maximaal toelaatbare bedrijfsdrukken voor koperbuizen met SANHA® capillaire soldeerfittingen |
|||||
|---|---|---|---|---|---|
| Verbindingstype | Bedrijfstemperatuur | Buitendiameter van de buis | |||
| 6...28 mm | 35...54 mm | 64...108 mm | |||
| Zachte soldering | 30 °C | 25 bar | 25 bar | 16 bar | |
| 65 °C | 25 bar | 16 bar | 16 bar | ||
| 110 °C | 16 bar | 10 bar | 10 bar | ||
| Harde soldering | 30 °C | 25 bar | 25 bar | 16 bar | |
| 65 °C | 25 bar | 16 bar | 16 bar | ||
| 110 °C | 16 bar | 10 bar | 10 bar | ||
| Schroefdraad ontwerp: Buisdraad: R/Rp draad volgens EN 10226, Bevestigingsdraad (ÜWM): G-schroefdraad volgens ISO 228 |
|||||
Gebruik in de sector koeling- en airconditioningssector
SANHA® capillaire soldeerfittingen zijn geschikt voor gebruik in de koel- en airconditioningssector. Zoals voorgeschreven in de Europese richtlijn drukapparatuur 97/23/EG bedraagt de bedrijfsdruk max. 45 bar bij een bedrijfstemperatuur van max. 120 °C als het op de juiste manier is geïnstalleerd en gebruik van zilverhoudende hardsoldeerlegeringen in combinatie met geschikte vloeimiddelen tot 54 mm - neem in dit geval of voor andere toepassingsgebieden contact op met ons technisch toepassingsadvies via technik@sanha.com of +49 2054 925 170.
5. Soldeerfittingen in alle vormen en maten
We bieden een breed scala aan verschillende soldeerfittingen. Naast 90° ellebogen, T-stukken, overgangsnippels en schroefkoppelingen, hebben we bijvoorbeeld ook bijpassende muurschijven, inschroefstukken of insteekstukken. Capillaire soldeerfittingen zijn in EN 1254-1 genormeerd. SANHA capillaire soldeerfittingen van koper (serie 5000) of voor overgangen naar schroefdraadverbindingen van brons (serie 4000) voldoen op alle punten aan de vastgelegde eisen. De productiekwaliteit wordt voortdurend gecontroleerd.
Niet alleen de kwaliteit van de artikelen, maar ook de doeltreffendheid van de voortdurende kwaliteitscontroles worden regelmatig door neutrale keuringsinstituten gecontroleerd volgens de strenge regels van de Gütegemeinschaft Kupferrohr e.V. en de DVGW. De capillaire soldeerfittingen dragen daarom zowel het keurmerk van de Gütegemeinschaft Kupferrohr e.V. als het DVGW-keurmerk.

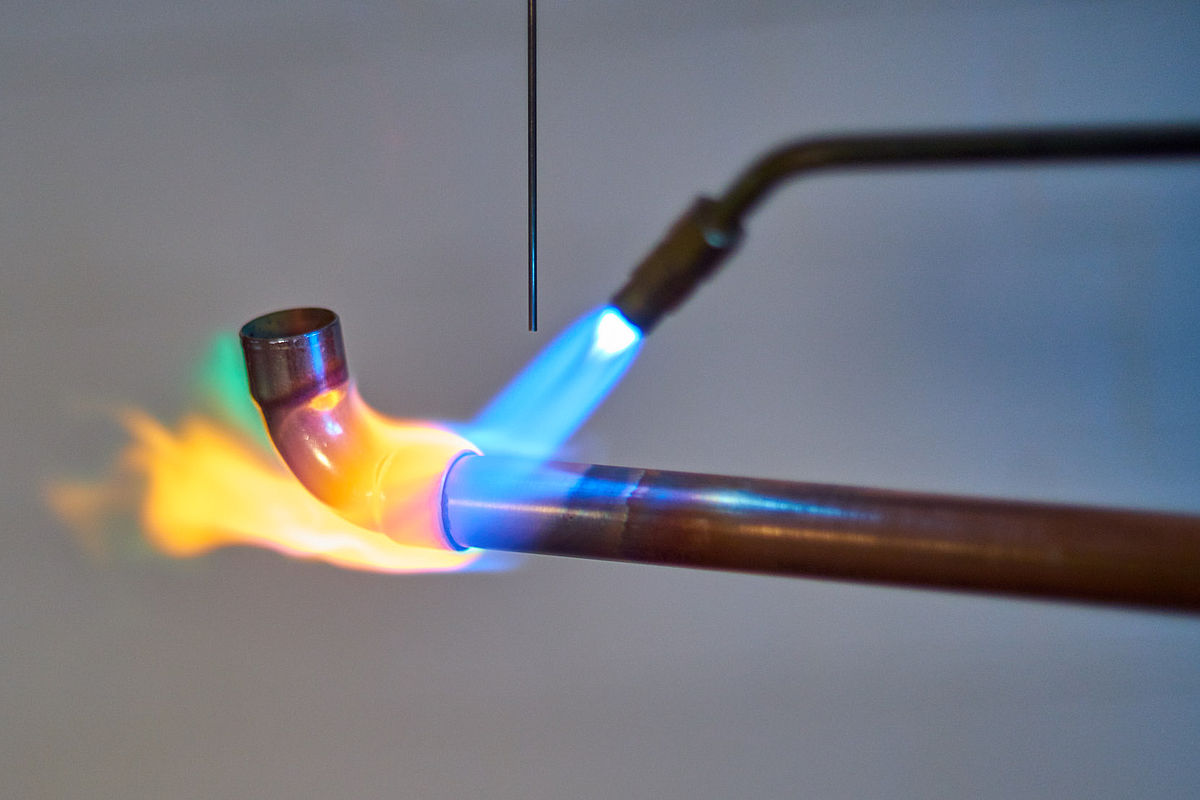
6. Waar je op moet letten tijdens het solderen
Zachtsoldeer is genormeerd in EN 29453. Volgens DVGW-GW 2 mogen voor drinkwaterinstallaties worden gebruikt:
- S-Sn97Cu3 (zachtsoldeer met 97 % tin en 3 % koper, smelttraject 230 °C ... 250 °C, catalogusnr. 4933),
- S-Sn97Ag3 (zachtsoldeer met 97 % tin en 3 % zilver, smelttraject 220 °C ... 230 °C, catalogusnr. 4934).
Een zacht soldeervloeimiddel volgens EN 29454-1 is altijd vereist, zodat het zachte soldeer nat kan worden en zich kan binden. Vloeimiddelen moeten oplosbaar zijn in koud water en afspoelbaar. Dit is het geval als de vloeimiddelen zijn gecertificeerd volgens GW 7 en het DVGW-keurmerk dragen. Vloeimiddel mag slechts beperkt worden gebruikt en alleen worden aangebracht op het buitenste soldeereinde (buiseinde), dat met metaalvrij vlies is gereinigd, en vervolgens in het binnenste soldeereinde (fittinghuls) wordt gestoken, dat eveneens is gereinigd, bijvoorbeeld met een inwendige reinigingsborstel (catalogusnr. 4974). Op deze manier kan er geen vloeimiddel aan de binnenkant van de kabel binnendringen (boven een technisch onvermijdelijk niveau).
Het gebruik van zachte soldeerpasta's (vloeimiddel-soldeermengsels) is bijzonder populair. Deze bestaan - indien zij het DVGW-keurmerk dragen - voor ten minste 60 procent uit gewichtsoldeerpoeder en het overige uit zacht soldeervloeimiddel. Zodra de verwerkingstemperatuur - waarbij het soldeer nat kan worden en kan binden - is bereikt, smelt het soldeergedeelte in de pasta. Dit is het punt waarop het extra soldeer moet worden aangebracht om de soldeerspleet op te vullen. Je herkent dit punt gemakkelijk aan het zilverachtig glanzende uiterlijk. Dit betekent dat het gevaar van verbranding (het vloeimiddel zou dan natuurlijk niet meer werken) niet meer bestaat.
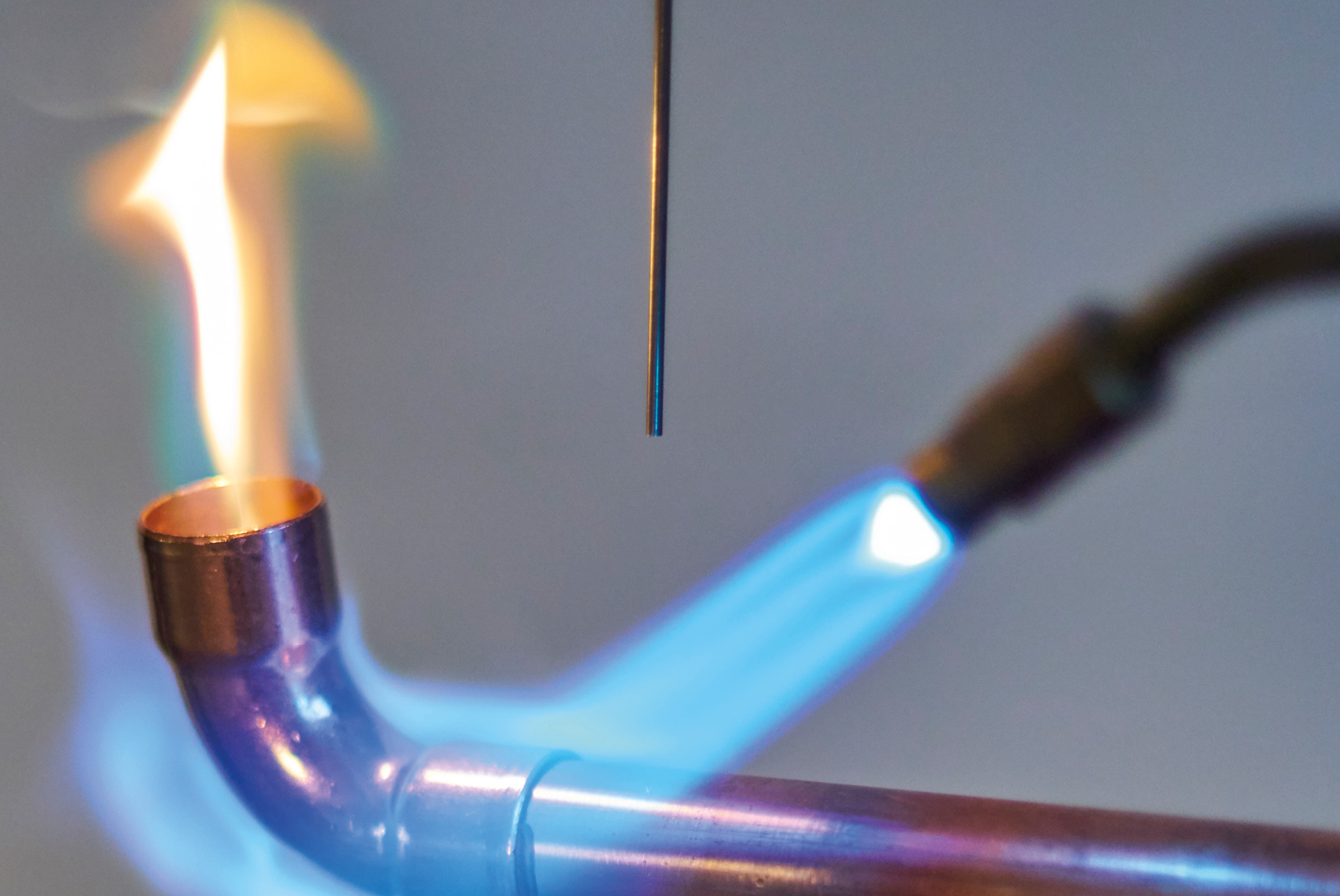
Voor drinkwaterinstallaties moeten zachte soldeerpasta's - zoals de SANHA® -zachte soldeerpasta (catalogus-nr. 4943) - ook het DVGW-keurmerk dragen. Zachte soldeerpasta's moeten net als vloeistoffen worden gebruikt, d.w.z. dat er slechte een dunne laag op het gereinigde buitenste soldeereind mag worden aangebracht. Bij het zachtsolderen moet de gehele soldeerverbinding op bedrijfstemperatuur worden gebracht. Het zachtsoldeer moet dan zonder directe blootstelling aan de vlam op het uiteinde van de soldeerspleet worden aangebracht en afgesmolten. Zachtsolderen vereist ervaring in temperatuur- en vlambeheersing voor afmetingen boven 42 mm buitendiameter. Voor deze afmetingen wordt daarom hardsolderen aanbevolen voor soldeerverbindingen.
Hardsoldeerlegeringen voor soldeerfittingen zijn genormeerd in EN 1044. Volgens DVGW-GW 2 mogen de volgende hardsoldeerlegeringen worden gebruikt voor drinkwaterinstallaties vanaf 35 mm buitendiameter:
- CP 203, hardsoldeerlegering met 94 % koper en 6 % fosfor, smelttraject 710 °C ... 890 °C, catalogusnr. 4939),
- CP 105, hardsoldeerlegering met 92 % koper, 2 % zilver en 6 % fosfor, smelttraject 645 °C ... 825 °C, catalogusnr. 4936).
Deze koperlegeringen bevatten fosfor en moeten worden verwerkt zonder vloeimiddel als je koper met koper verbindt. Het fosfor in het soldeer neemt deze functie over. Echter, als een van de twee onderdelen uit een koperlegering bestaat (messing of brons), moet een hardsoldeervloeimiddel worden gebruikt:
- AG 104, hardsoldeerlegering met 27 % koper, 45 % zilver en 3 % tin, smelttraject 640 °C ... 680 °C, catalogusnr. 4937),
- AG 106, hardsoldeerlegering met 36 % koper, 34 % zilver en 3 % tin, smelttraject 630 °C ... 730 °C,
- AG 203, hardsoldeerlegering met 30 % koper en 44 % zilver, smelttraject 675 °C ... 735 °C.
Deze hardsoldeerlegeringen zijn hoog in zilver en moeten daarom altijd met vloeimiddel worden verwerkt. Voor koperleidingen moet in het algemeen een hoogzilver hardsoldeerlegering (b.v. AG 104, catalogusnr. 4937) worden gebruikt in ruimten met een ammoniak- en/of waterstofsulfide-houdende atmosfeer om corrosieschade te voorkomen.
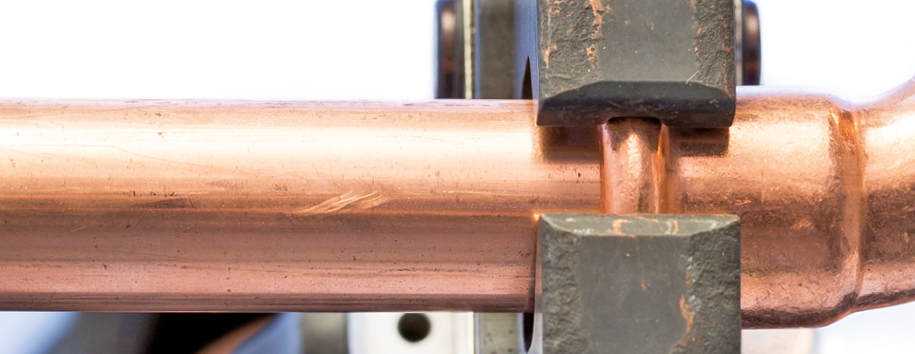
7. Juist voorbereiden van soldeerverbindingen
De te verbinden oppervlakken moeten zowel voor het zachtsolderen als voor het hardsolderen metaalglanzend (vrij van vuil en oxide) gemaakt worden. Gebruik hiervoor bij voorkeur een metaalvrij vlies (catalogusnr. 0961) voor de buitenste soldeeroppervlakken (buiseinden). Voor het reinigen van de binnenste soldeereinden (fittinghulzen) is het aan te bevelen een aan de afmetingen aangepaste inwendige reinigingsborstel (catalogus-nr. 4974) te gebruiken, vooral voor de kleinere afmetingen. Indien vloeimiddel nodig is (zie boven), dient dit slechts dun op het buitenste soldeereinde te worden aangebracht. Zachtkoperen buizen (ringbuizen) hebben over het algemeen een niet-cirkelvormige doorsnede. Om de capillaire spleet te creëren die nodig is voor een perfecte soldeerverbinding in combinatie met een ronde fittinghuls, moeten zachtkoperen buizen weer rond gemaakt worden door voordat te kalibreren vóór het solderen. De kalibreerdoorn en de kalibreerring moeten na elkaar - niet tegelijkertijd - in of op het buisuiteinde worden gedreven.
Heeft u vragen over een specifieke soldeerfitting of het bijbehorende soldeerproces? Neem dan contact op met ons technisch applicatieadvies via 02054 925170 of technik@sanha.com! Wij helpen u graag verder met uw specifieke toepassing.
Hoge kwaliteit, goede prijs-kwaliteitverhouding, simpel bestelproces en uitstekend technisch advies – alle producten zijn te vinden in onze webshop (www.sanha-shop.com).