









Istruzioni per la formazione e l'installazione del prodotto in rame a pressare Streamline® ACR
Le condizioni di alta pressione, come quelle che si verificano nei sistemi di refrigerazione e raffreddamento, richiedono una particolare attenzione nella lavorazione dei sistemi di tubazioni. Allo stesso tempo, è necessario evitare perdite di refrigerante per motivi ecologici ed economici. I raccordi a pressare ACR Copper sono prodotti secondo i più alti standard qualitativi e presentano numerose caratteristiche di sicurezza che i prodotti tradizionali non hanno. Tuttavia, lo stoccaggio, il trasporto e l'installazione in loco sono almeno altrettanto importanti.
1. Aree di applicazione e nozioni di base
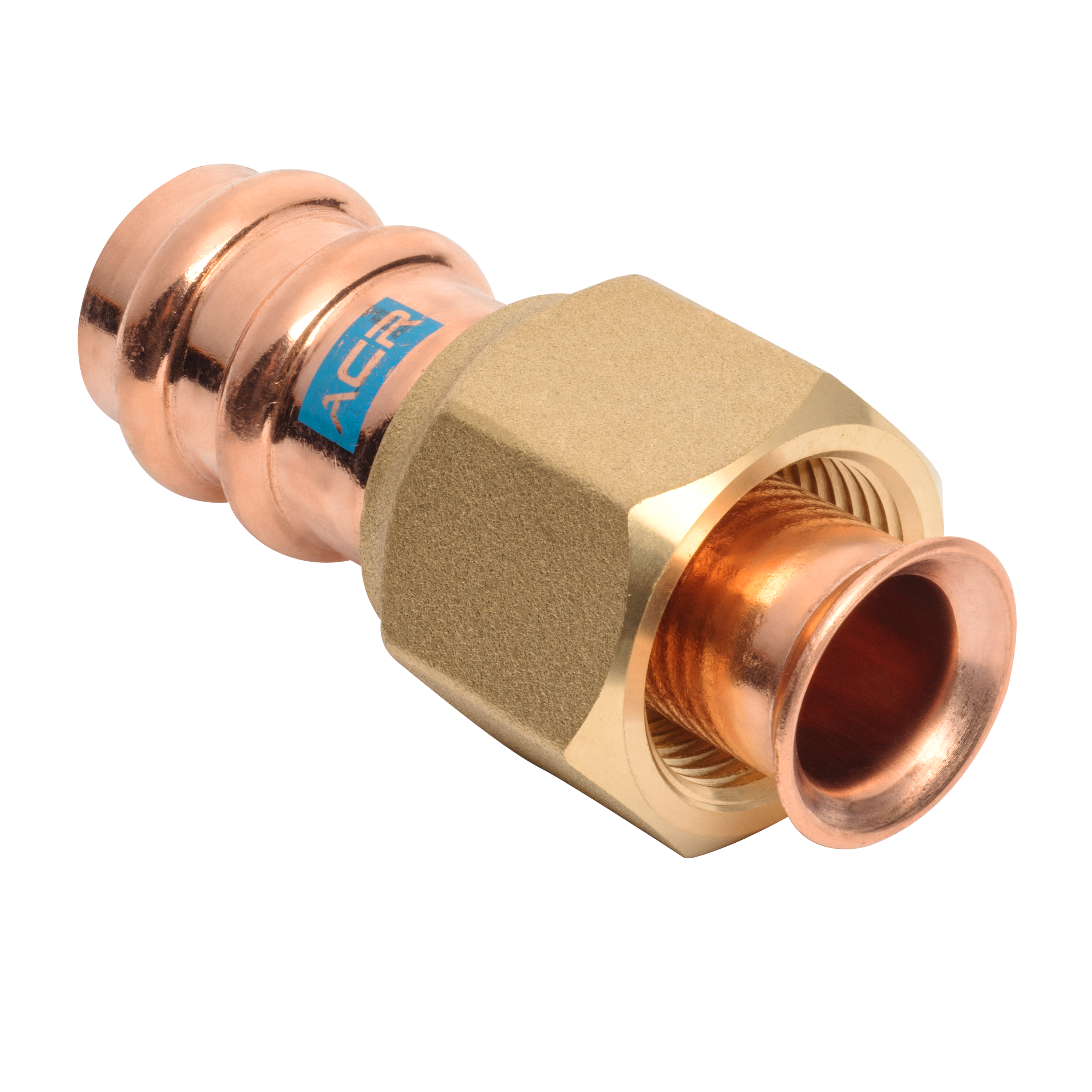
I raccordi a pressare in rame Streamline® ACR sono adatti all'uso in applicazioni HVAC/HVACR e VRV/VRF, pompe di calore e circuiti simili. Sono disponibili nelle misure da 1/4" a 1 3/8" di diametro esterno. I raccordi sono progettati per unire tubi di rame duro e semiduro da 1/4" a 1 3/8" e tubi di rame morbido (ricotto) fino a 7/8". I raccordi a pressare ACR Copper sono costituiti da un raccordo meccanico a pressare in rame (CU-DHP / CW0024A, rame puro al 99,9% minimo per il corpo) e da anelli di tenuta in HNBR nero installati in fabbrica. I raccordi sono progettati per una pressione operativa massima di 48 bar.
È inoltre possibile scaricare la nostra brochure dettagliata del prodotto. Per qualsiasi domanda sull'applicazione, sul prodotto o sugli strumenti, il nostro supporto tecnico (jacopo.santini@sanha.com +39 376 250 3018 | giuseppe.liberati@sanha.com +39 335 120 2681 ) sarà lieto di aiutarvi.
2. Installazione da parte di professionisti qualificati
I raccordi a pressare ACR Copper devono essere installati da professionisti qualificati che utilizzano e conoscono solo gli strumenti, le ganasce e le imbracature approvate dal produttore.
3. Installazione
Prima di iniziare a realizzare il collegamento, sono necessari i seguenti accessori:
Raccordo o raccordi Streamline® ACR Copper Press Fitting, tubo di rame, tagliatubi, sbavatore, carta vetrata a grana media, misuratore di profondità Streamline® ACR o metro a nastro, utensile a pressare corrispondente e ganascia a pressare ACR, pennarello indelebile.
- Tagliare il tubo in modo squadrato con un tagliatubi o una sega a denti fini.
- Sbavare il diametro interno ed esterno del tubo con uno sbavatore. Assicurarsi che le estremità del tubo siano prive di bave o bordi taglienti.
- Pulire e lisciare la superficie del tubo con carta vetrata e un vello di pulizia. La superficie del tubo deve essere priva di avvallamenti, graffi, deformazioni e sporcizia.
- Segnare la corretta profondità di inserimento del raccordo sul tubo con un misuratore di profondità di inserimento Streamline® ACR. È possibile utilizzare anche un metro a nastro e fare riferimento alla tabella della profondità di inserimento riportata sul retro della confezione.
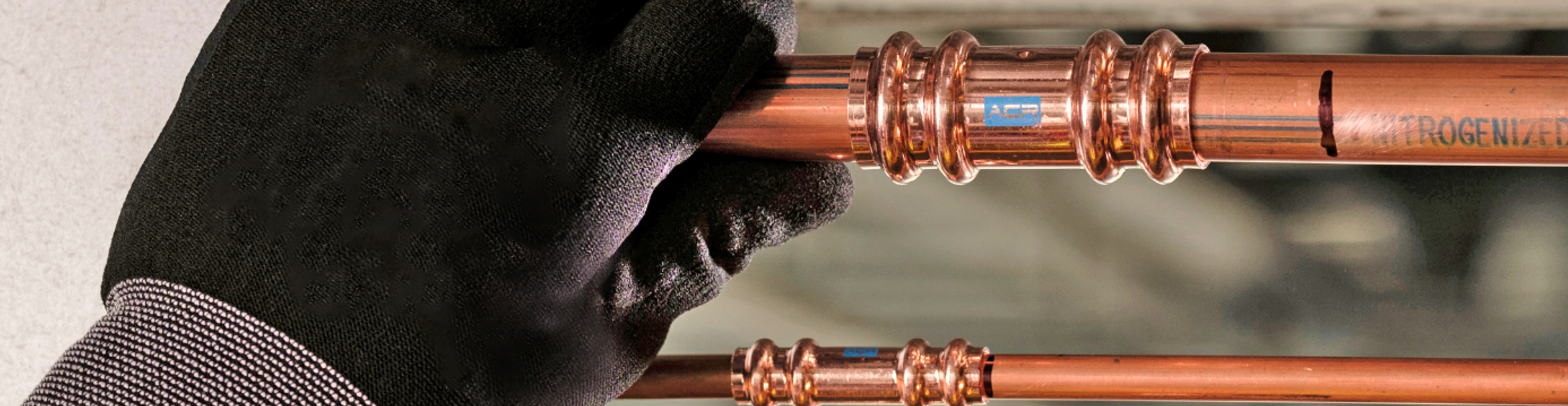
- Rimuovere il raccordo dalla confezione sigillata e verificare che sia completamente pulito. Controllare entrambi i raccordi per verificare che gli anelli di tenuta in ogni perlina siano presenti, puliti e non danneggiati. Anche piccole particelle di sporco possono compromettere la tenuta del raccordo!
- Ruotare leggermente il raccordo quando lo si spinge sul tubo. Spingerlo completamente fino alla marcatura o fino a dove è possibile.
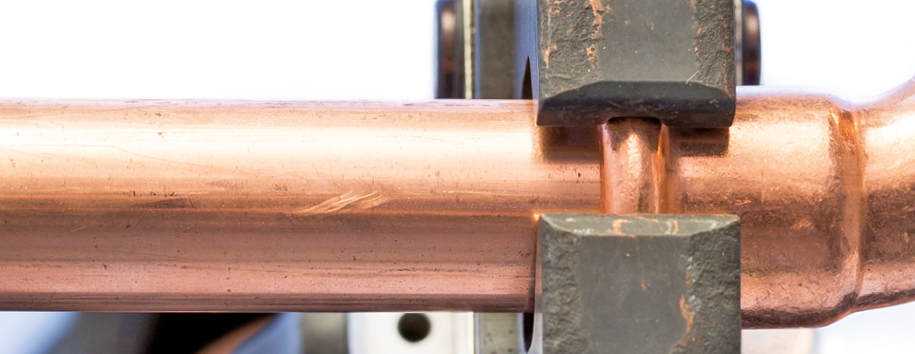
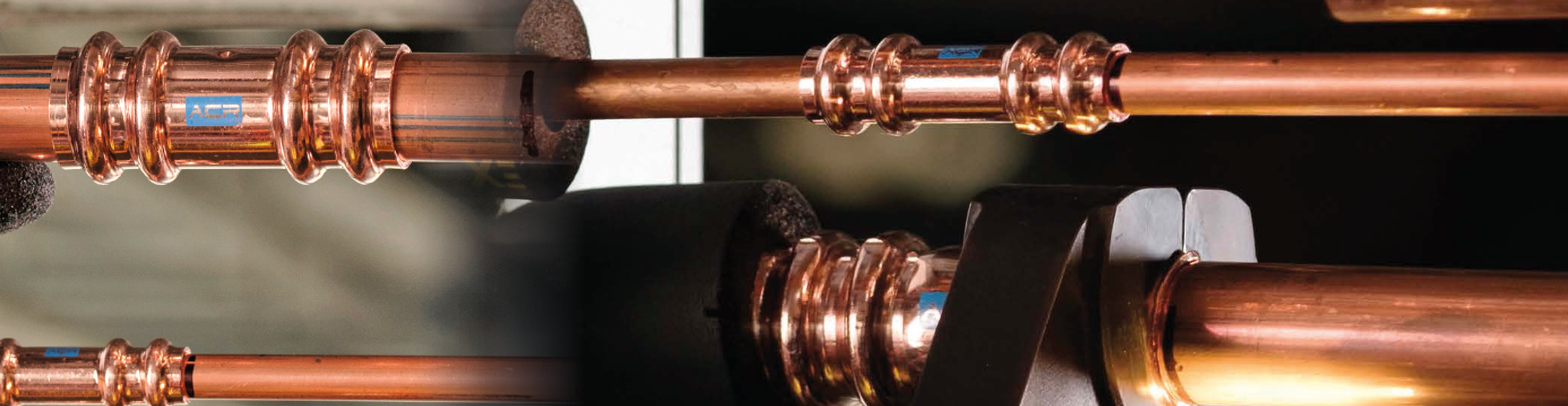
- Inserire una ganascia di pressatura adatta (vedi sotto) in una pressatrice compatibile e posizionare la ganascia perpendicolarmente al tubo su entrambi i cordoni.
- La pressatrice deve avere una forza di pressatura minima di 32 kilonewton e una corsa di 40 mm. Per i formati da 1 1/8" e superiori, utilizzare un'imbracatura di pressatura ACR appropriata, una ganascia intermedia e una pressatrice professionale compatibile.
- Posizionare l'imbragatura di pressatura su entrambi i cordoli ad angolo retto rispetto al tubo. Avviare il processo di pressatura sulla macchina.
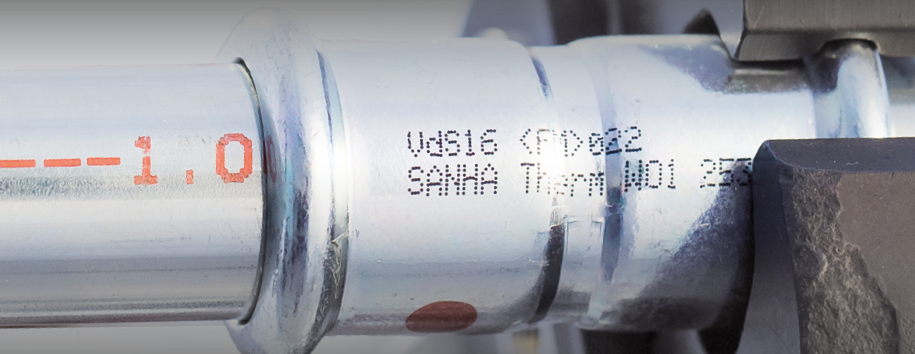
- Verificare la tenuta del collegamento con il calibro ACR tra i grani. Ruotare il calibro per evitare l'interferenza delle scintille.

4. Ulteriori istruzioni per l'installazione e la sicurezza
- Se si notano graffi o danni (di qualsiasi tipo) sul tubo, tagliare il tubo dietro il danno e iniziare le fasi di installazione.
- Conservare i raccordi in sacchetti a chiusura ermetica per proteggerli dalla contaminazione.
- Mantenere una distanza minima tra due raccordi pressati.
- Nella nostra brochure troverete una panoramica dei tubi adatti.
- Non forzare le estremità dei tubi prima di effettuare il collegamento. I collegamenti devono essere eseguiti solo su un tubo scarico.
- Completare l'intero ciclo di pressatura dell'utensile.
- Non premere più di una volta un raccordo di rame ACR.
- Il tubo deve essere allineato prima di premere il raccordo, non dopo.
- Non ruotare i raccordi dopo la pressatura.
- Indossare sempre protezioni per gli occhi e le mani.
Pressatura
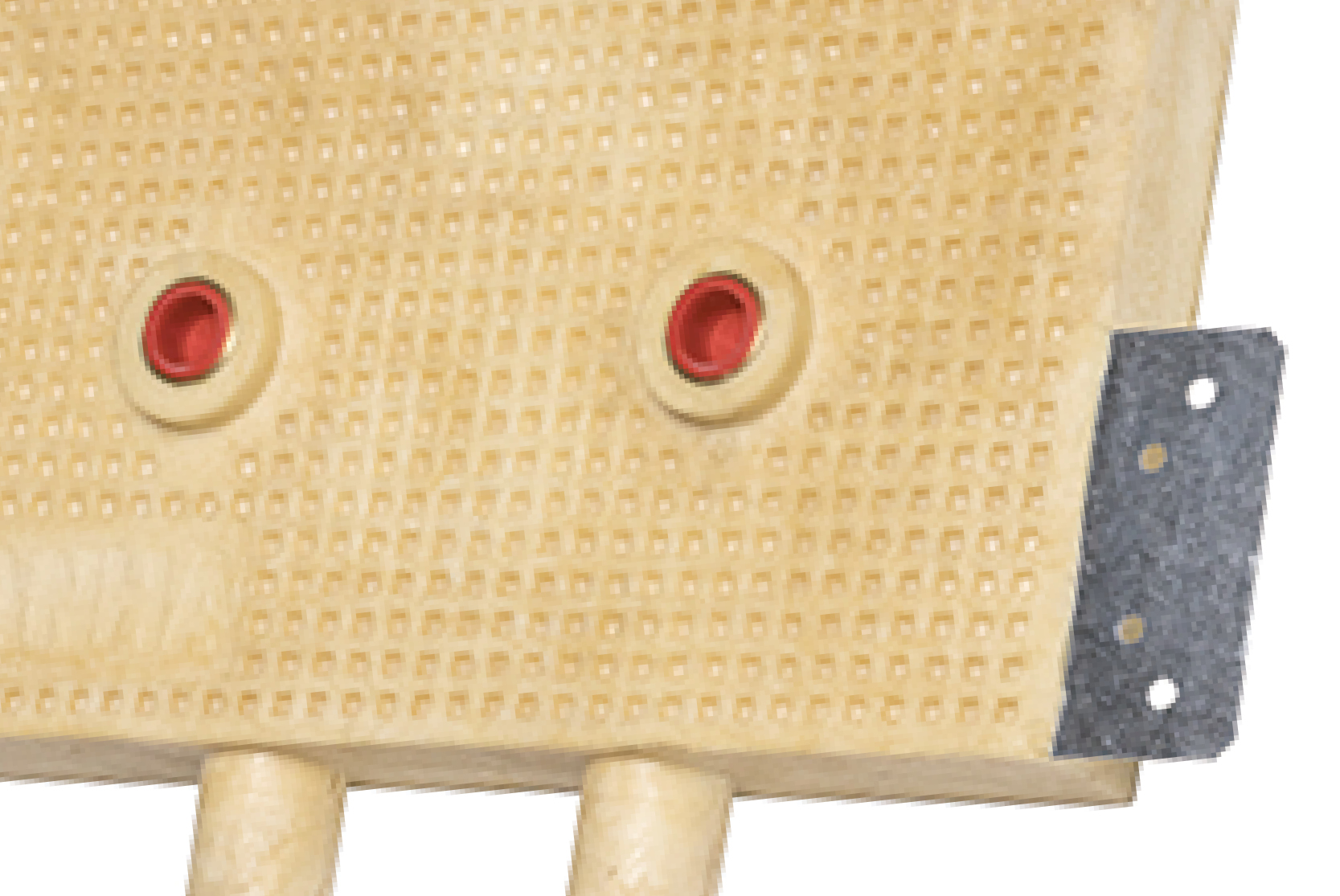
La pressatura avviene con speciali ganasce o con un'imbragatura (a partire da 1 1/8"). Gli utensili hanno un "doppio contorno" con cui il raccordo e il tubo vengono pressati saldamente in tre punti (Tri-LockTM).
Il design crea un modello di pressatura particolarmente rotondo e quindi una pressatura più uniforme e sicura. Inoltre, i raccordi a pressare in rame ACR sono duri come quelli a saldare, non sono morbidi e non sono soggetti a danni dovuti a cadute o simili. Si noti che secondo l'International Mechanical Code (IMC) e l'Uniform Mechanical Code (UMC), i raccordi meccanici non possono essere utilizzati su tubi di rame ricotto con un diametro esterno superiore a 7/8".
Utensili, ganasce e imbracature per la pressatura
In generale, si possono utilizzare pressatrici con una forza di pressatura di 32 kN e una corsa di 40 mm. È importante seguire le linee guida del produttore per l'uso ottimale e la manutenzione necessaria e regolare sia dell'utensile che delle ganasce e delle imbracature utilizzate nei sistemi di tubazioni in rame. In caso contrario, la garanzia del produttore dell'utensile e delle ganasce potrebbe essere annullata e la pressatura dei raccordi potrebbe risultare inadeguata.
Esempi di ganasce per la pressatura da 1/4" a 1 3/8"
- Milwaukee® M18™ FORCE LOGIC™ 29220
- Milwaukee® M18™ Long Throw 2773-20L
- Ridgid® RP300 Serie 320-E, RP 330-B, RP 330-C oder RP 340, RP 350
- Dewalt® DCE200M2
- Hilti NPR 32-A
- REMS 579011, 579010, 571014, 576011, 576010, 577010, 57211
- Klauke® UAP Series
- Rothenberger ROMAX® 4000, 3000, & AC ECO Series
- Novopress ECO 203, ACO 203, EFP 203, ACO 203XL
Per ulteriori informazioni sugli utensili e/o sulle ganasce dei produttori, consultare i siti web dei singoli produttori. I programmi di manutenzione e calibrazione raccomandati dai singoli produttori di utensili e ganasce variano. Assicurarsi di seguire le istruzioni relative alla marca dell'utensile e della ganascia o del set di imbracature utilizzati.
TEST E RILEVAMENTO DELLE PERDITE

Fatti rapidi
- Ampia offerta di tipi di raccordi per le attuali applicazioni HVACR
- Disponibile in diametri che vanno da 1/4″ a 1-3/8″ OD
- L'unico raccordo a pressare del settore con tecnologia T.R.A.P.™, con design ad anello DualSeal™.
- Confezionati in sacchetti puliti, trasparenti e richiudibili
- Offerto in comode quantità di confezioni
- Modelli e lunghezze di posa simili a quelli dei tradizionali raccordi in rame saldobrasato
- Compatibile con R410A e altri gas e oli refrigeranti comunemente utilizzati
- Ganasce proprietarie prontamente disponibili presso NovoPress® Tool
- Ganasce compatibili con i principali utensili a pressare di dimensioni standard presenti sul mercato
Condizioni operative
- Pressione di esercizio: 48 bar max
- Temperatura di esercizio: da -40 °C a 120 °C
- Carico termico massimo anello di tenuta: da -40 °C a 150 °C
Approvazioni e certificati
- UL 207
- UL 1963
- International Mech. Code (IMC)
- International Res. Code (IRC)
- Uniform Mech. Code (UMC)
- ASHRAE 15
- ASME B31.5
- CSA C22.2
Refrigeranti approvati
R-125, R-134a, R-32, R-404A, R-407A, R-407C, R-407F, R-407H, R-410A, R-417A, R-421A, R-422B, R-422D, R-427A, R-438A, R-444A, R-447A, R-447B, R-448A, R-449A, R-450A, R-452A, R-452B, R-452C, R-454A, R-454B, R-454C, R-457A, R-459A, R-507A, R-513A, R-513B, R-718, R-32, R-1234ze, R-1234yf, R-290, R-600A